

Machine Inventory Sale
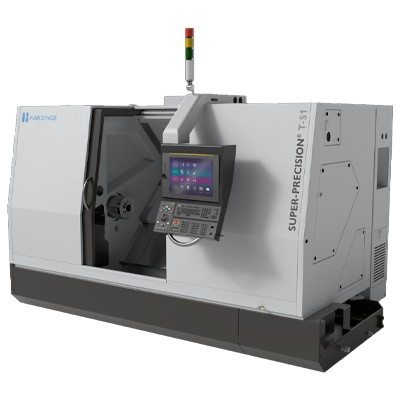
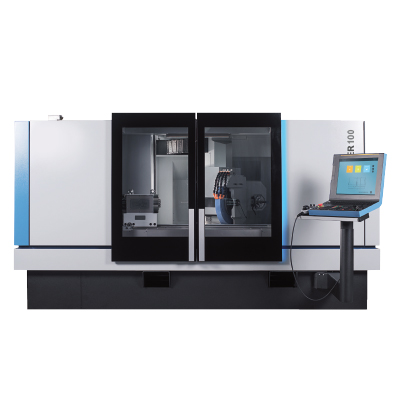
Exclusive, limited-time offers on precision CNC turning centers, milling machines, grinders, multifunction turning/grinding machines, and more. Act fast: all machines are in-stock and ready to ship!

Exclusive, limited-time offers on precision CNC turning centers, milling machines, grinders, multifunction turning/grinding machines, and more. Act fast: all machines are in-stock and ready to ship!

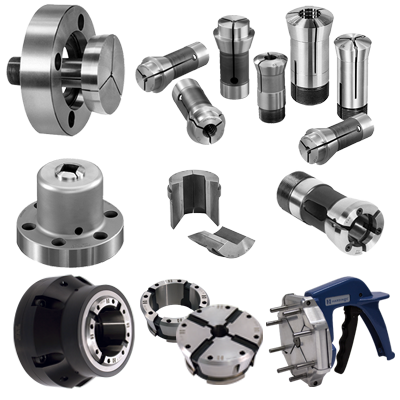
Complete support for all aftermarket needs.

Our diverse product portfolio enables us to support a variety of applications across the aerospace, silicon carbide, semiconductor, agricultural, automotive, construction, consumer products, defense, energy, medical, technology, and transportation industries.

Browse current offers on machines and workholding.

Hardinge is a leading international provider of advanced metal-cutting solutions.